金属3Dプリンタ
ソリューション
ソリューションのご紹介
金属加工業界や製造業界で注目されている金属3Dプリンター。
改良によって造形スピードが上がり、試作のみならず本生産への導入も進んでいます。
三菱電機製の二つの方式の金属3Dプリンタを、お客様のニーズに合わせてご提案します。

デポジション方式(DED) ワイヤ・レーザ金属3Dプリンタ AZ600

パウダーベッド方式(PBF) 電子ビーム金属3Dプリンタ EZ300
製品一覧
デポジション方式(DED)・パウダーベッド方式(PBF)とはデポジション方式(DED) ワイヤ・レーザ金属3Dプリンタ AZ600
パウダーベッド方式(PBF) 電子ビーム金属3Dプリンタ EZ300
金属3Dプリンタご相談窓口
デポジション方式(DED)・パウダーベッド方式(PBF) とは

デポジション方式(DED)
「指向性エネルギー堆積法」とも言われます。
ノズルから材料を供給し、溶かした材料を集積させて造形する方法(いわゆる肉盛り)で形状を作っていく方式です。
メリット・・・異種金属の造形・欠損部分の補修が可能で自由度が高い、比較的造形時間が短い。
デメリット・・・精度・金属密度が悪い(粉末の場合) 積層跡が大きく付いてしまう。
パウダーベッド方式(PBF)
「粉末床溶融結合法」とも言われます。
金属粉末を敷き詰め、熱源となるレーザや電子ビームで造形する部分を 溶融・凝固させる方法です。
一層一層粉末の敷き詰めと溶融を繰り返し積み重ねて造形していく、現在の金属3Dプリンタでは1番主流な方式です。
メリット・・・再現性が高く、寸法精度が良い。
デメリット・・・固まっていない金属粉末を除去する必要がある、比較的造形時間が長い。
デポジション方式(DED) ワイヤ・レーザ金属3Dプリンタ AZ600
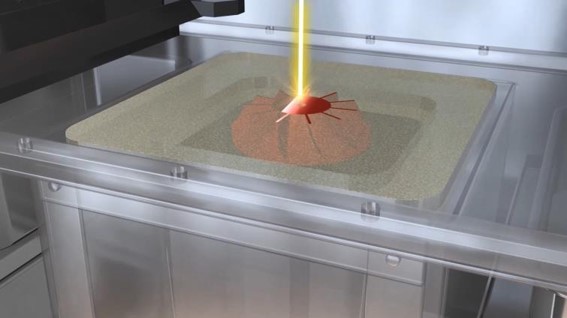
デポジション方式(DED)を採用した金属3Dプリンタ

”ワイヤ材”を使用する事でより手軽な積層造形を実現
市販のワイヤ材が使用可能なので材料の管理・材質適用が容易です。
とにかく早く・安くを追究した金属3Dプリンタ
Φ1.2ワイヤ採用により材質自体の安さ・圧倒的な造形の早さを実現しました。
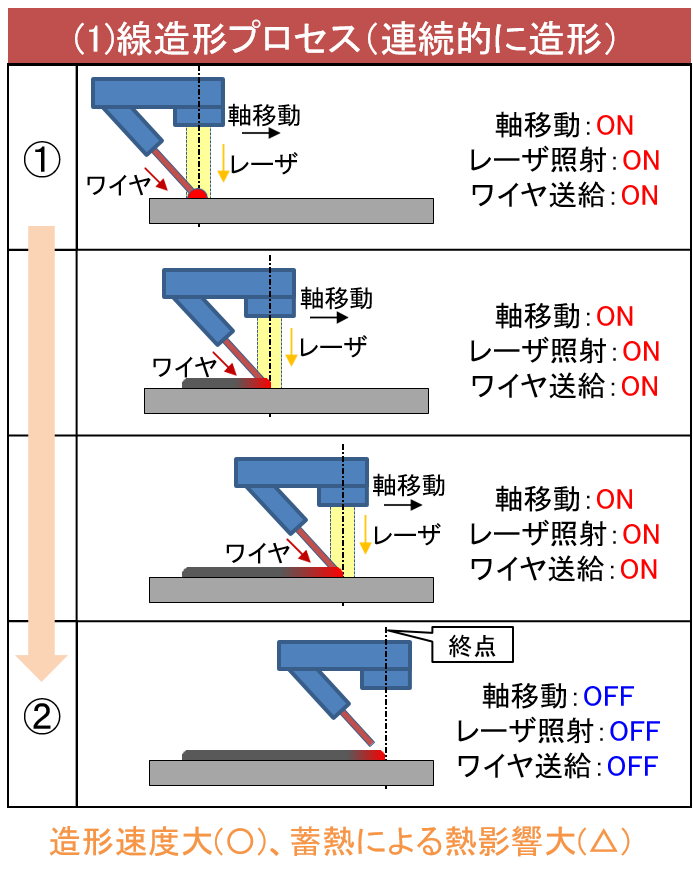
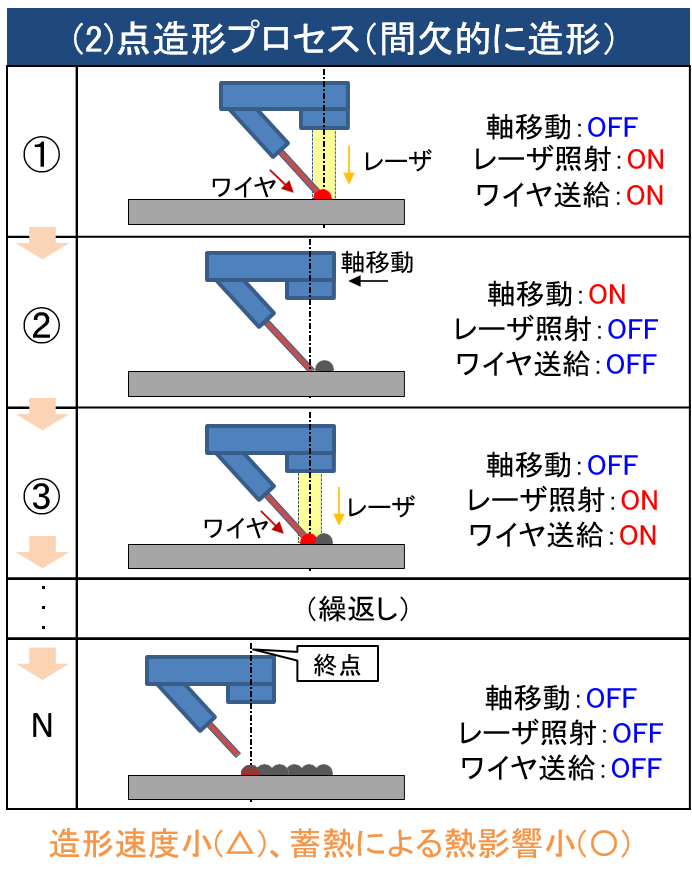
2つの造形プロセスを場合によって使い分けることができます。
造形サンプル

プロペラ
造形時間:8時間47分
造形寸法:Φ300(基材サイズ:Φ99 × L120mm)
造形基材:ステンレス鋼 SUS304
造形ワイヤ:INCONEL®718
※INCONELはハンティントンアロイズコーポレーションの登録商標です。
円筒状基材の局面に複雑なねじれ形状のプロペラ翼を造形しました。
素材から削りだして試作する従来の工法に比べ、ニアネットシェイプ工法では、関創造警護に機械加工で仕上げることで、約80%の加工時間削減を見込むことができます。

インペラ
造形時間:2時間30分
造形寸法:Φ50
造形基材:ステンレス鋼 SUS304
造形ワイヤ:INCONEL®718
※INCONELはハンティントンアロイズコーポレーションの登録商標です。
ステンレス鋼のシャフトに耐熱合金インコネルのインペラを異種材料造形しました。
(写真は一部機械加工済み)

ウォータージャケット
造形時間:8時間44分(造形のみ)
造形寸法:Φ120、H35mm
造形基材:アルミ合金 A5083
造形ワイヤ:アルミ合金 A5183WY
中空構造を可能とした関創造系により、造形物の内部には冷却水路が設けられています。

分岐管
造形時間:10時間20分(奥:HASTELLOY®X)、13時間39分(手前:MAT21®)
※HASTELLOYはHAYNES Internationalの登録商標です。
※MAT21は日立金属株式会社の登録商標です。
造形寸法:Φ40、H90mm
造形基材:ステンレス鋼 SUS304
造形ワイヤ:HASTELLOY®X、MAT21®
※INCONELはハンティントンアロイズコーポレーションの登録商標です。
耐食合金を用いて、設備配管などに用いられるパイプの分岐部分を造形しました。試作用の鋳造型を削減し、効率的な製造工程を実現します。
金型補修
造形時間:1工程あたり17分
造形寸法:C10×L60mm
造形基材:工具鋼 SKD61
造形ワイヤ:マルエージング鋼
基材にマルエージング材を肉盛り造形しました。空孔などの欠陥がない高品質な金型補修を提供します。
(写真は一部機械加工済み)
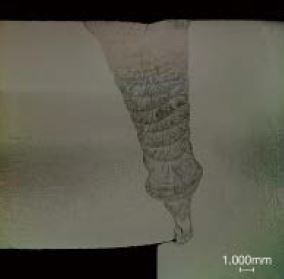
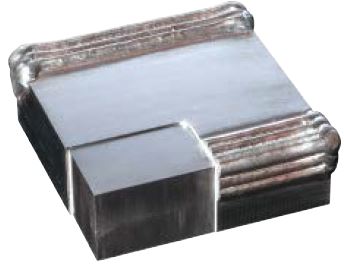
溶接自動化
造形時間:1工程あたり10分
造形寸法:L200mm、17層
造形基材:ステンレス鋼 SUS304
造形ワイヤ:ステンレス鋼 SUS308L
ワイヤ・レーザDED方式を開先溶接に適用しました。経験とノウハウを必要とする溶接業界の自動化・省人化ニーズに対応します。
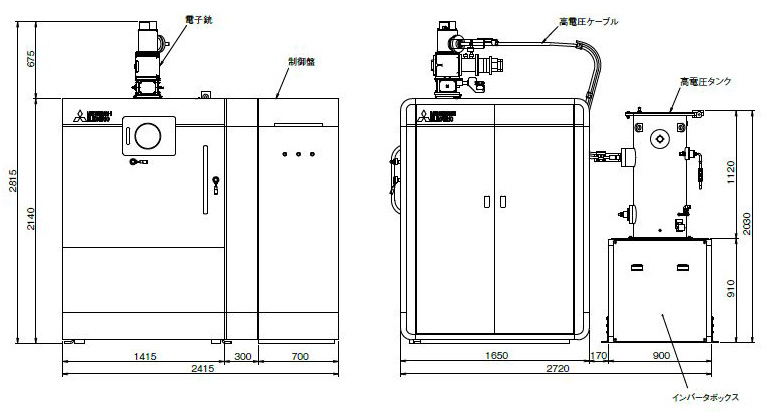
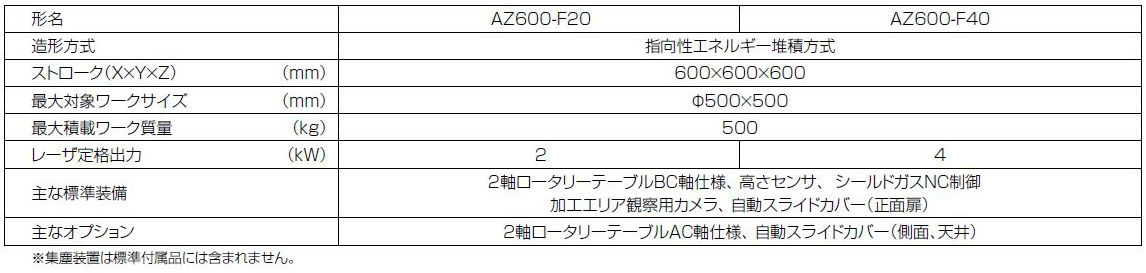
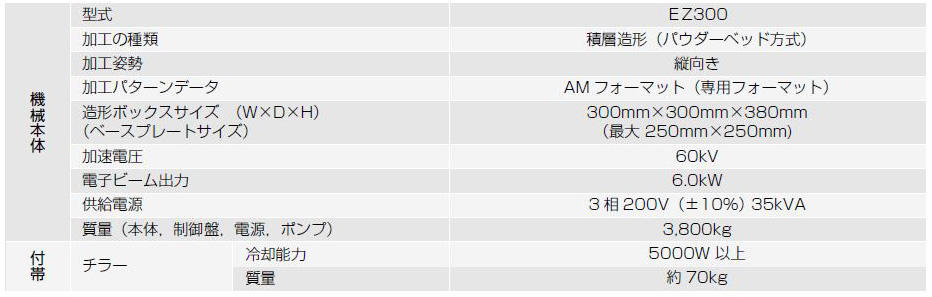
基本仕様
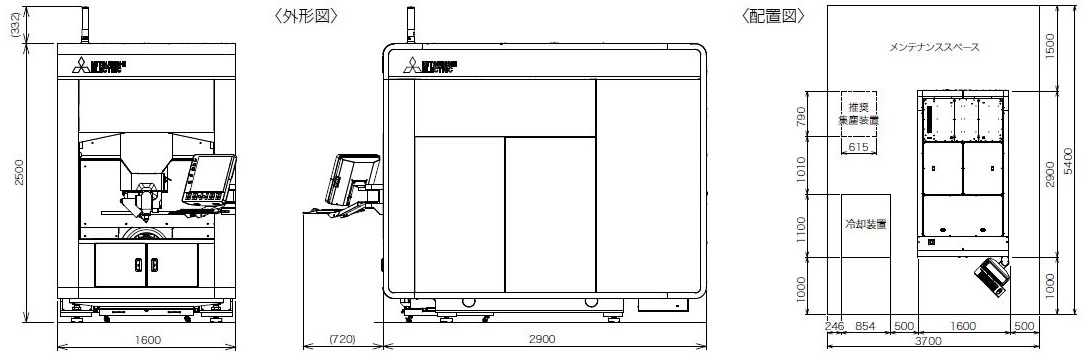
外形図
パウダーベッド方式(PBF)金属3Dプリンタ EZ600
パウダーベッド方式(PBF)を採用した金属3Dプリンタ
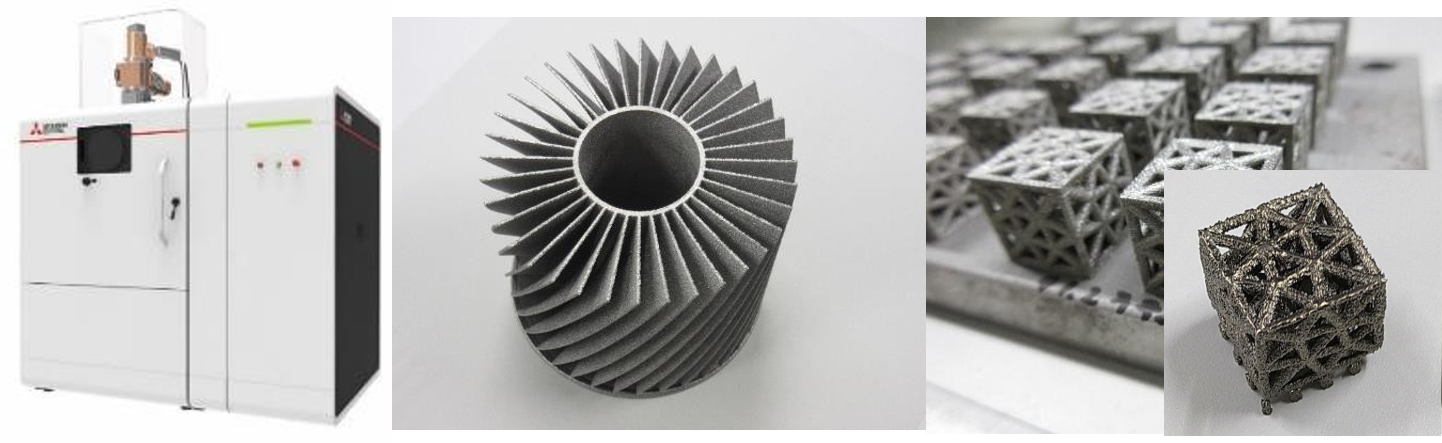
世界的に実用化実績の多い”電子ビーム”・”PBF方式”を採用
航空宇宙・医療分野を主なターゲットとしたハイエンド製品にも適用できます。
純銅大型造形の実現
純銅の大型造形品を高い精度で製作することができます。
電子ビーム溶接の優位性
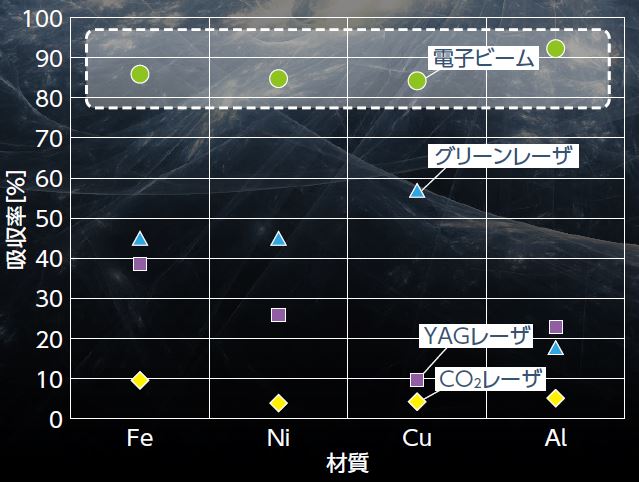
高いエネルギー吸収率
レーザと比較して金属材料表面での吸収率が高いため、造形速度が速くなり省エネ化を実現します。また、銅など高反射材・難溶接材料の造形にも適しています。
酸化低減
真空中で造形を行うため、材料溶融時に巻き込まれる周囲ガスが少なく、酸化の影響が極めて少ない造形物の作成が可能です。
低歪み
高温に維持しながら造形を行えるため、造形中の熱応力による反りや曲りの発生が少なく、延性の乏しい材料においても内部き裂の発生を低減します。
造形サンプル

ハニカム
造形寸法:Φ100×25
造形基材:Ti-6Al-4V

スパイラルフィン
造形寸法:Φ100×120
造形基材:Ti-6Al-4V

三次元擬似形状モデル
造形基材:Ti-6Al-4V
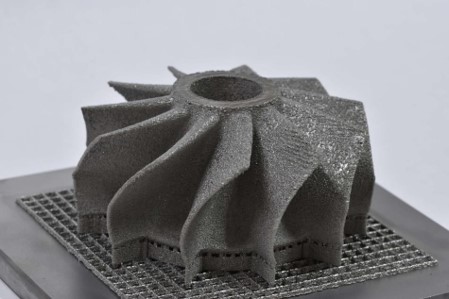
インペラ
造形寸法:Φ100×50
造形基材:TiAl
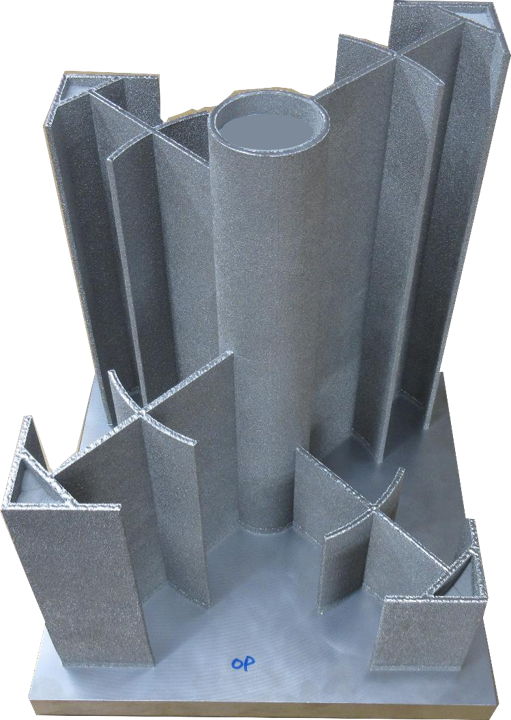
可変断面大型造形物
造形寸法:220×220×270
造形基材:SUS316L

純銅大型造形物
造形寸法:220×220×280
造形基材:純銅
基本仕様
外形図